
Класс точности
Размеры соединяемых деталей должны быть достаточно точными, чтобы они удовлетворяли трем основным требованиям:
- детали должны функционировать надлежащим образом;
- детали должны подходить друг к другу, чтобы изделие можно было собрать;
- детали должны быть заменяемыми, например, для выполнения последующего технического обслуживания и ремонта.
Выполнение этих требований достигается путем применения в процессе изготовления допустимых изменений размеров, т. е. допусков.
Основные требования к геометрическим размерам и допускам, приведены:
на крепеж, выполненный в соответствии с ГОСТ в ГОСТ 1759.1-82 «Болты, винты, шпильки, гайки и шурупы. Допуски, методы контроля размеров и отклонений форм и расположения поверхностей»;
на болты, винты, шпильки и гайки, выполненные в соответствии с международными стандартами, в ISO 4759-1:2000 «Допуски на крепежные изделия. Часть 1. Болты, винты, шпильки и гайки. Изделия классов точности А, В и С»;
на шайбы, выполненные в соответствии с международными стандартами, в ISO 4759-3:2000 «Допуски на шайбы. Часть 3. Изделия классов точности А и С».
Суть этих требований сводится к тому, что геометрические параметры, такие как габаритная длина (высота), длина резьбовой части, диаметры резьбы (наружный, средний, внутренний), шаг резьбы, размер под ключ, фаски, радиусы и др. должны находится в поле допусков установленных для определенного класса точности. Указанные выше нормативные документы устанавливают три основных класса точности:
- A — повышенный класс точности;
- B — нормальный класс точности;
- С — грубый класс точности.
Решение о применении крепежа того или иного класса точности должно приниматься на основании произведенных расчетов с учетом эксплуатационных требований и особенностей конструкции. Важно помнить, что крепежные изделия более высокого класса точности не могут быть заменены на крепежные изделия классом точности ниже, желательно использовать крепеж только требуемого класса точности.
Метизную продукцию класса точности С устанавливают в отверстия, диаметр которых на 2—3 мм больше диаметра стержня болта или винта. В этом случае проще соединять два элемента конструкции с небольшим несовпадением отверстий крепления. При приложении к такому соединению внешнего усилия имеют место значительные перемещения, обусловленные разностью в диаметрах болта и отверстия, а также неодновременностью вступления в работу всех элементов соединения. По этой причине крепеж класса точности С ставится конструктивно без расчетов.
Метизная продукция с классом точности В устанавливают в отверстия, диаметр которых на 1—1,5 мм больше диаметра стержня болта или винта. Поэтому такие соединения менее деформативны по сравнению с соединениями из элементов крепежа класса точности С и требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций.
Крепеж класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта или винта на 0,25—0,30 мм. При приложении нагрузки к такому соединению все болты практически одновременно вступают в работу и поэтому соединение малодеформативно, однако требует высокой точности исполнения отверстий в соединяемых деталях.
ГОСТ 11371, DIN 125. Отличия и сравнительная характеристика
Использование плоской шайбы предоставляет возможность повысить момент затяжки болтового соединения и обеспечить таким образом более плотный контакт поверхностей скрепляемых элементов конструкции. Еще одна сфера применения данного метиза – в качестве подкладки, служащей для осуществления подгонки определенных размеров во время точной регулировки создаваемого сопряжения.
Исполнения
Оба нормативных документа – и ГОСТ 11371-78, и DІN 125 – устанавливают каждый по 2 исполнения плоских шайб.
ГОСТ 11371-78

DІN 125
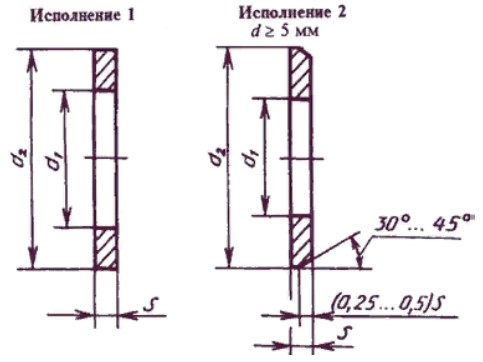
При анализе чертежей исполнений сразу бросается в глаза ситуация с различным подходом к нанесению фасок.
ГОСТом 11371-78 формирование их на кромках внутреннего отверстия вообще не предусмотрено. Внешняя фаска наносится по исполнению 2 только с одной стороны, а противоположная поверхность так и остается абсолютно плоской.
У шайб, выполненных по немецкому стандарту,
внутренняя фаска имеется: на обеих кромках отверстия – форма «А» (или исполнение №1); только на одной кромке отверстия – форма «В» (или исполнение №2);
внешняя фаска формируется на шайбе, выполненной по форме «В». Причем, как и в ГОСТе11371-78, тоже только с одной стороны. Формой «А» внешние фаски не предусмотрены.
Но обоими нормативными документами установлены идентичные рабочие параметры фасок на наружном торце плоской шайбы, произведенной по чертежам второго исполнения:
угол наклона кромки (обозначим литерой «ω») может изменяться в диапазоне 30°≤ω≤45°;
ширина оставшегося участка торца шайбы (обозначим литерой Т) изменяется в пределах (0,25×Н)≤Т≤(0,5×Н), где «Н» – общая высота метиза. На чертежах ГОСТа 11371-78 этот параметр обозначен буквой «S», а на изображении формы «В» немецкого стандарта DІN 125–литерой «h».

Классы точности и твердости
Отличия наблюдаются также и по требованиям к точности изготовления плоских шайб. Так, по DІN 125, независимо от размера и формы этих крепежных элементов, их размерные характеристики должны соответствовать условиям класса точности «А».
Несколько иначе формулируются требования данного плана, прописанные в ГОСТе11371-78. Здесь решающую роль играет исполнение метиза. Точность изготовления плоских шайб по первому варианту – повышенная либо грубая. Это, соответственно классы «А» и «С». Точность производства данных деталей по чертежу второго исполнения (с внешней фаской) – исключительно повышенная – класс «А».
Что же касается твердости, то требования к этому показателю такие:
по DІN 125 твердость плоской шайбы должна превышать отметку 300НV, определяемая по методике Виккерса. Напоминаем, что этот способ предусматривает статическое вдавливание в поверхность исследуемого метиза 4-гранной алмазной пирамиды. Полученный отпечаток измеряют с использованием микроскопа, при этом точность выполнения данной операции – до 1 микрометра (10 -6 м);
по нормам ГОСТа 11371-78 твердость стальных плоских шайб, изготовленных: с грубой точностью (класс «С») – не меньше 100НV; с повышенной точностью (класс «А») – не меньше 140НV.
Материал изготовления плоских шайб
В качестве сырья для производства данных метизов оба нормативных документа требуют использование только металлов.
Материал изготовления по стандарту DІN 125
В немецком стандарте тип металла указан обобщенно:
— углеродистая сталь. Конкретные марки не отображены. В тексте присутствует лишь такая формулировка: «согласно спецификации» (имеется в виду сплав, указанный в сопроводительной документации к реализуемому проекту, — прим. Авт.);
— нержавеющая сталь. В этом пункте стандарта упомянуты только основные разновидности «нержавейки»:
аустенитного класса (А4, А2). Например, можно использовать стали марок DІN 1.4301 АІSІ 304;
ферритного класса (F1). Наиболее популярные марки – АІSІ 430, АІSІ 410 и АІSІ 409;
мартенситного класса (С4, С1). Это, например, нержавеющая сталь марок DІN 1.4021 и АІSІ 420.
Положения немецкого нормативного документа допускают производство стальных плоских шайб с защитным гальваническим покрытием и без такового.
Материал изготовления по ГОСТу 18123-82
По вопросу сырья для изготовления метизов рассматриваемого типа Государственный стандарт №11371, принятый в 1978 году, отсылает к положениям ГОСТа 18123-82. Перечень металлов в нем гораздо шире, чем в DІN 125. Для простоты усвоения информация представлена в табличной форме.
Шайбы
Чтобы рассчитать стоимость шайб, отправьте заявку на общую почту zakaz@stolkrep.ru.
Для полноты заявки, обязательно укажите следующие параметры: ГОСТ либо другой стандарт(чертеж), количество необходимых изделий, материал, покрытие, другие технические требования (Шаг резьбы, класс прочности и тд.)
Менеджер свяжется с вами для уточнения деталей заказа.
Основные материалы для продукции на изготовление:
65Г, 60С2А, Сталь 35, СТ20, 35Х, 40Х, 09Г2С, 30ХГСА, 45, 30ХМА, 30ХМА, 3, 38ХМА, 12Х18Н10Т, 20Х13, 14Х17Н2, 20ХН3А, 45Х14Н14В2М, 25Х1МФ, 20Х1МФ1ТР, 25Х2М1Ф, 25ХМ1Ф, 12Х18НТ, 10Х17Н13М2Т, 12Х18Н9. Также изготавливаем гайки из Меди (м1, м2, м3), Латуни (Л63, ЛС59-1), Бронзы (БрКМц)

















Шайба – метизное изделие с внутренним отверстием, используемое в качестве подкладки под головку винта, болта или гайку с целью исключить ослабление соединений под действием нагрузок, вибрации или других факторов. Кроме того, применение шайб позволяет увеличить площадь опорной поверхности, повысив, таким образом, максимальное усилие при затяжке без риска повредить элементы скрепляемых деталей.
Компания «Столичный Крепеж» предлагает полный ассортиментный ряд метизных изделий для механосборочных производств всех направлений. В частности мы готовы поставить любые объемы шайб стандартных модификаций (DIN, ISO, ГОСТ), а также выполненных по индивидуальным чертежам заказчика.
Материалы: сталь, нержавеющая сталь, алюминий, медь, латунь, титан и др.
Защитные покрытия: гальваническое оцинкование, горячее оцинкование, цинк-ламельное покрытие и др.
Применение шайб
Различные виды шайб находят применение в самолетостроении, станкостроении, машиностроении, строительстве и ремонте, мебельном производстве и прочих сферах, где от качества соединения зависит прочность и долговечность конструкций.
При заказе шайб используются следующие обозначения:
- d1 — диаметр отверстия;
- d2 — наружный диаметр;
- s – толщина.
Различают 2 класса точности шайб: класс А (повышенной точности) и класс С (грубой точности). При этом шероховатость опорной поверхности шайб А класса должна составлять не более 3,2 мкм
Классификация шайб
- Вследствие широкой сферы применения, существует множество видов шайб – стандартных и использующихся исключительно в узкоспециализированном производстве. Наиболее востребованными являются шайбы плоские (ГОСТ 11371, DIN 125) обычной формы и с фаской.

- Основное назначение пружинных шайб «Гровера» (ГОСТ 6402, DIN 127) состоит в препятствовании самопроизвольному раскручиванию крепежа.

- Увеличенные или усиленные шайбы (ГОСТ 6958, DIN 9021) чаще всего используют вместе с шурупами-глухарями при монтаже керамической сантехники либо сборке конструкций из деревянных реек.
- Для создания герметичных соединений при обустройстве кровли из профнастила и прочих листовых материалов применяют шайбы EPDM с прокладкой из разновидности синтетического каучука.
- В железнодорожном строительстве находят применение пружинные двухвитковые шайбы (ГОСТ 21797).
- Шайбы стопорные с различными зубьями, внутренними или внешними, имеют специфический вид, предназначены для применения в условия повышенных вибраций, предотвращают, развинчивание болтовых соединений.

- существуют различные виды шайб с лапкой — основная функция которых предотвращение самоотвинчивания — стопорение.

Наряду с перечисленными существуют косые, стопорные, лапчатые, быстросъемные, уплотнительные, квадратные, уменьшенные плоские и другие шайбы. Кроме видов по назначению, метизы классифицируют по материалу изготовления, классам прочности и твердости, наличию и типу защитного покрытия.
Критерии качества шайб
Основной характеристикой механических свойств шайбы является твердость. Измеряться она может в различных единицах: по Бринеллю (HRB*), по Роквеллу (HRC*) или по Виккерсу (HV*).
Например: твердость бронзовых шайб Гровера составляет 90 HRB.
Обратите внимание: характеристика твердости не используется применительно к винтам, болтам, гайкам и шпилькам, только в отношении шайб.
* в скобках приведены обозначения твердости в соответствии с разными методами измерения.