
Проверка плоскости и неожиданные сюрпризы с блоком

После Фрезеровки головки и проверки плоскости головки, которая оказалась практически в нулях, перепад максимум в 0,01мм, я очистил плоскость блока от следов старой прокладки и накинул головку на блок и, сказать что я был в шоке это не сказать ничего. Посвятив просто фонариком с противоположной стороны я увидел такую щель, что был просто в а***уе. проверив плоскость блока обнаружился почти такой же провал как и на головке 0,2мм. Особенно в перемычка между цилиндрами.
 еще линейка
еще линейка  перемычка
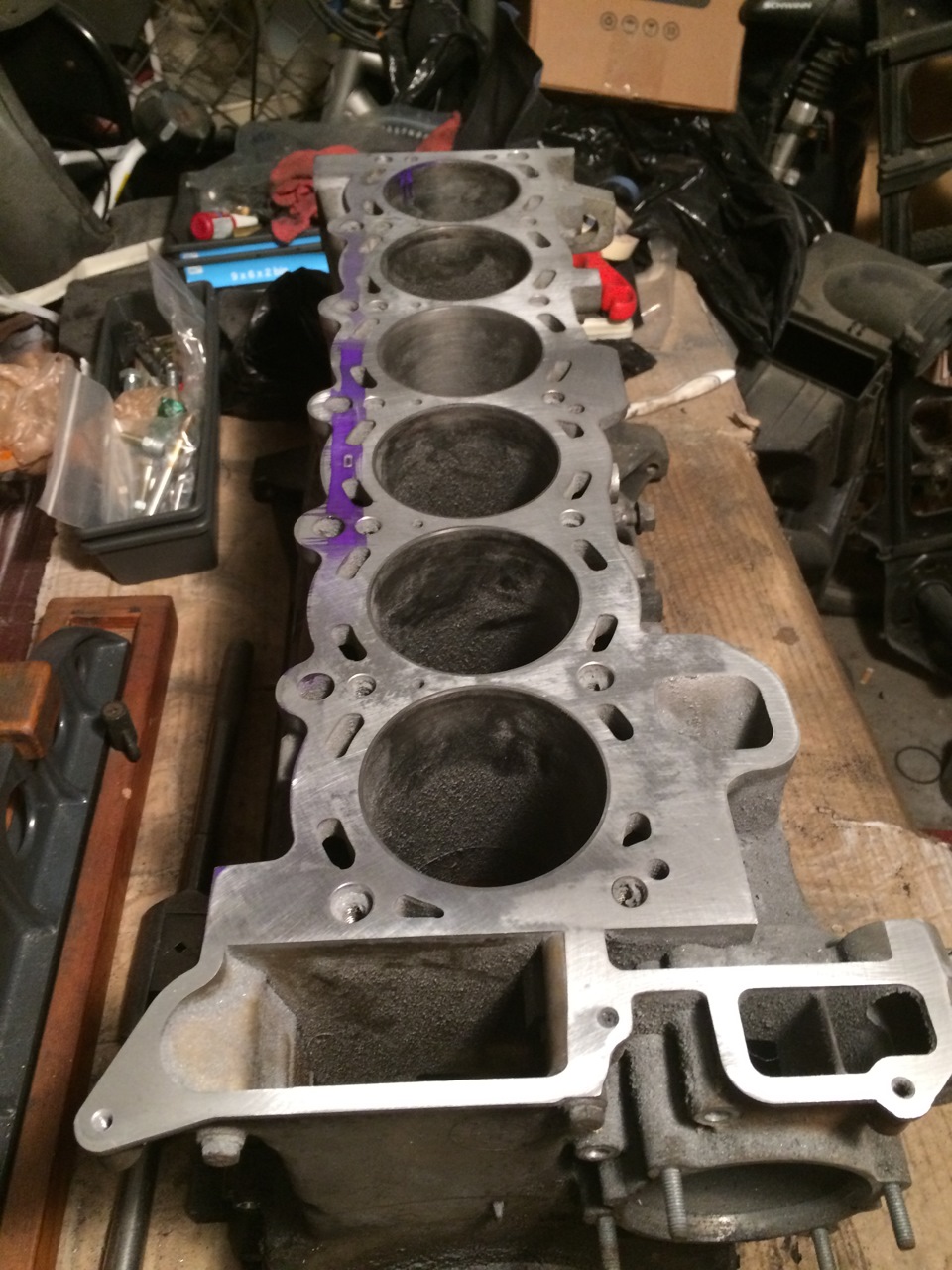
перемычка 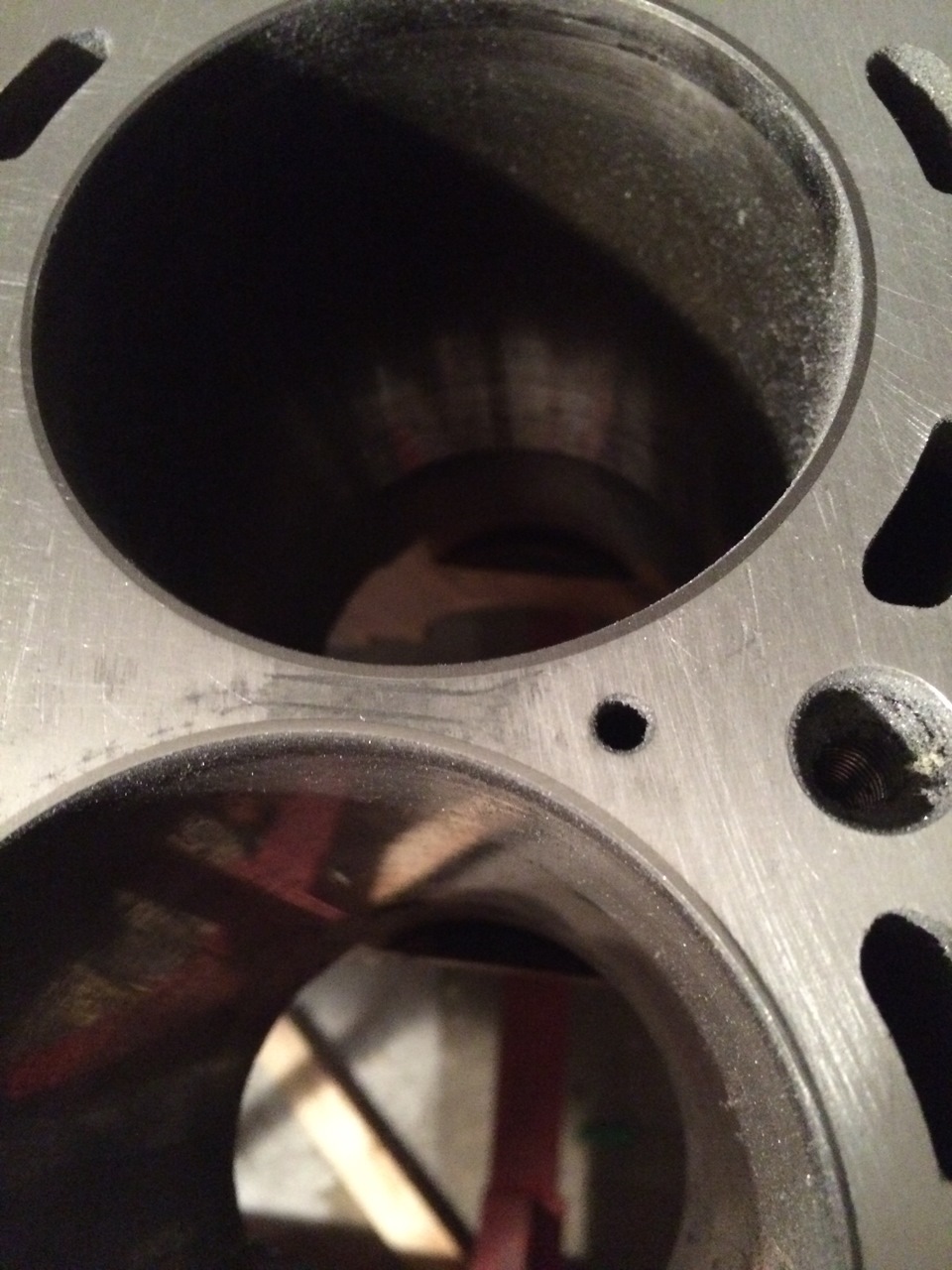 еще перемычка
еще перемычка 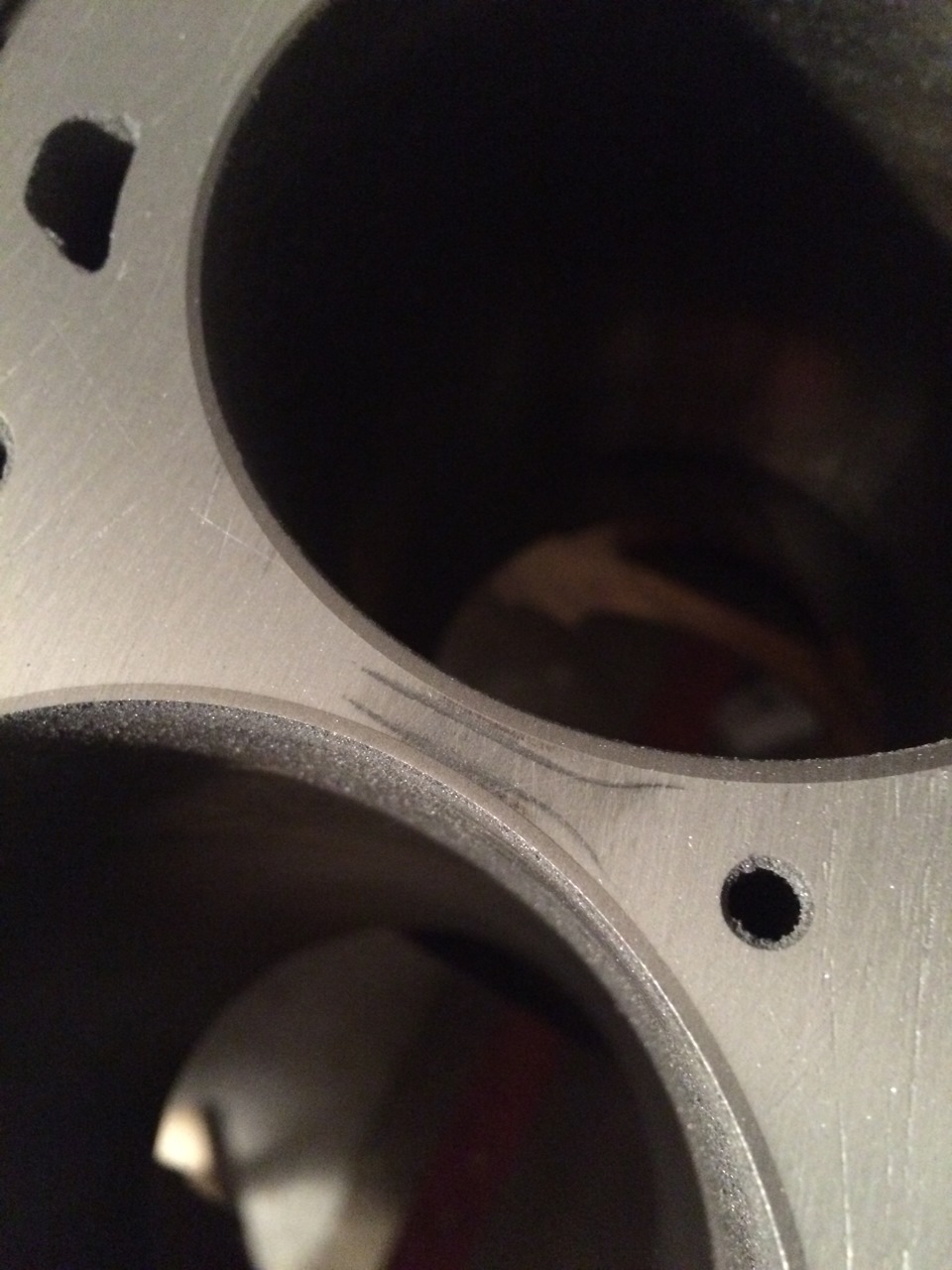 еще перемычка
еще перемычка
НА это раз на фрезеровку решил не везти, а попробовать вывести плоскость самостоятельно. Знаю что найдутся люди которые скажут, что ничего не получиться и еще хуже сделаешь, но по собственному опыту знаю, что особо точные поверхности пришабривают вручную и поэтому решил сделать сам, смогу не смогу.
Производитель на обработку плоскости блока не дает никаких допусков, рекомендуя только замену блока при кривизне плоскости выше 0,05мм. Поэтому все работы на свой страх и риск, рискуя только лишь заменой блока. Благо б/ушных блоков у нас как грязи.
На работе нашел у инструментальщиков кусок калиброванного профиля и отрезав от него кусок 12 инчей приволок домой. Обернув плоскость наждачкой начал выводить блок.
 Приспособа для шлифовки
Приспособа для шлифовки
Выводил плоскость блока примерно 3 вечера по 1,5 часа за раз. в конце второго вечера, уже почти выведя плоскость, вдруг вспомнил что плоскость передней крышки должна быть одинакова с плоскостью блока и установил переднюю крышку. Пришлось приниматься почти с начала. в итоге результат был достигнут. Перепад 0,01. Плоскость проверял линейкой используя синьку и щупы.
 процесс доводки
процесс доводки 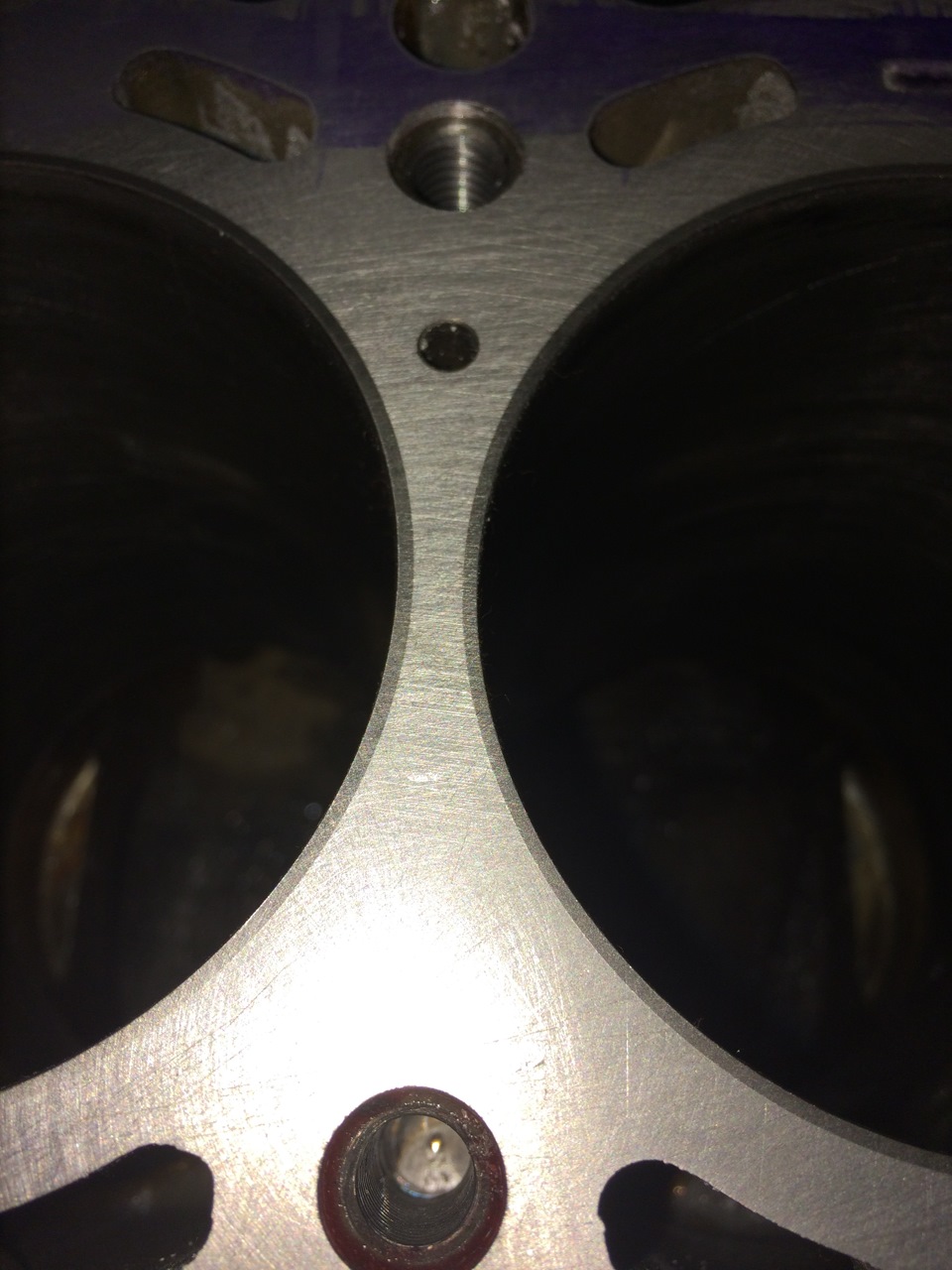 Результат, перемычка между цилиндрами
Результат, перемычка между цилиндрами  Переход между передней крышкой и блоком
Переход между передней крышкой и блоком
Заодно врезал футорки от вюрта. перестраховался от вытягивания резьбы из блока.
 Футорка длина 30мм.
Футорка длина 30мм.
Футорки посадил на фиксатор резьбы.
Советую всем. Проверяйте плоскость блока после перегрева двигателя. хуже не будет.
Приемка блока цилиндров в ремонт
Мы продолжаем серию материалов об особенностях приемки в ремонт тех или иных деталей. Предыдущая статья была о приемке коленчатого вала, а сегодня расскажем о приемке блока цилиндров.
Как и предыдущий, данный материал продублирован в форме видеоинструкции, с которой можно ознакомиться на канале компании «Механика»:
Сдаем блок цилиндров на ремонт
Приемка состоит из трех этапов: выяснения деталей у клиента, внешнего осмотра блока и измерений. Все три этапа настоятельно рекомендуется проводить в присутствии клиента и все выявленные нюансы ему демонстрировать, чтобы впоследствии не возникало разногласий в оценке состояния блока при поступлении в ремонт.
Устная беседа с владельцем БЦ
Только клиент знает предысторию блока, и задача приемщика — по максимуму эту историю узнать. Это может иметь значение как при планировании работ, так и при дальнейшем общении с заказчиком.
Основные вопросы, на которые желательно получить ответы:
- что было с автомобилем, с которого снят двигатель (не очень критичный пункт, но если это было ДТП, в результате которого двигатель был зажат меж двух КамАЗ-ов — это теоретически может как-то повлиять и на геометрию блока;
- по какой причине производится ремонт двигателя — были ли это априори проблемы с блоком и ЦПГ, или в блок полезли профилактически, т. к. «все равно уже разобрали»;
- были ли какие-то чрезвычайные обстоятельства, или речь только о естественном износе;
- наблюдалась ли эмульсия в системе охлаждения или в системе смазки;
- не было ли перегрева;
- не было ли масляного голодания.
Понятно, что нет смысла пытать заказчика, если он по какой-то причине не хочет отвечать, но как минимум озвучить вопросы стоит.
Внешний осмотр блока цилиндров
- Наличие возможных повреждений – пробои, трещины, сломанные патрубки, шпильки, датчики и т.д.
- Модель и номер двигателя (если предусмотрены).
- Наличие лишних элементов.
На блоке цилиндров не должно быть лишних датчиков, кронштейнов и прочего — всего, что может представлять собой помехи при установке блока цилиндров на станок, а также в ходе ремонта может пострадать и послужить причиной дальнейших претензий клиента. Все обнаруженные лишние элементы в идеале должен снять сам клиент, или как минимум — сняты они должны быть в его присутствии. Варианты типа «снять не удается, так как болт крепления требует высверливания» должны быть как минимум зафиксированы в заказ-наряде, а в идеале — оформлены дополнительной строкой в перечне работ.

фото: помпа на блоке цилиндров
Блок цилиндров сдали в ремонт с установленным и датчиком детонации (обведен красным) и насосом ОЖ (судя по состоянию — новым). Если датчик детонации можно повредить просто в ходе манипуляций с блоком, то в помпу еще и налетит металлической стружки при механической обработке блока.
Плоскость сопряжения блока с головкой блока цилиндров
Плоскость сопряжения блока с головкой блока цилиндров проверяем на предмет забоев, прогаров или коррозии.

На данном блоке плоскость сопряжения с ГБЦ не имеет нареканий. Увы, так бывает не всегда.
Проверяем каналы системы охлаждения БЦ
Наличие следов эмульсии или следов коррозии говорит о том, что блок какое-то время эксплуатировался на охлаждающей жидкости с примесями, или на охлаждающей жидкости низкого качества (приводящей к коррозии), или даже просто на воде. Это сказывается на температурном режиме двигателя, и также должно быть отражено в заказ-наряде. Это может являться признаками перегрева двигателя, поэтому в таком случае необходимо предложить клиенту произвести опрессовку рубашки охлаждения блока цилиндров. Если клиент от опрессовки отказывается, факт отказа следует зафиксировать в заказ-наряде.
Целостность мест крепления стартера, коробки передач и т. д.
Обязательно надо тщательно осмотреть и сами эти места, и их окрестности — на предмет трещин, следов ударов или следов сварки — в первую очередь ради отсутствия последующих разногласий о состоянии блока, принятого в ремонт. Счастлив тот мастер, который после ремонта не слышал от клиента фраз «а я вот вам целый блок приносил, а вы сломали». Жаль, количестиво таких счастливых мастеров постоянно снижается.
Опоры коленчатого вала в блоке цилиндров
Надо проверить наличие следов перегрева (цветов побежалости) в блоке цилиндров, следов проворота вкладышей, повреждения резьбовых отверстий.

фото: постель коленчатого вала в блоке цилиндров
Здесь также приведен пример постели коленчатого вала без нареканий по состоянию

фото: побежалость опоры коленчатого вала
А вот так выглядит опора коленчатого вала со следами перегрева
Состояние поверхностей под упорные полукольца
Как правило, достаточно визуального осмотра, чтобы понять, требуют они ремонта, или нет.

фото: упорные полукольца
Так выглядит поверхность под упорное полукольцо, не требующая ремонта

фото: упорные полукольца поврежденные
А так выглядит поверхность, поврежденная из-за проворота упорных полуколец. Здесь потребуется ее восстановление.
Тщательный осмотр каждого цилиндра
Проводится на предмет рисок, задиров и других повреждений. Здесь же оценивается состояние сетки хона. Это косвенный признак, свидетельствующий о степени износа. Высота рисок хона составляет 3-7 мкм, и если хон уже не виден — это говорит о том, что износ превысил данную величину.

Состояние хона традиционно довольно сложно зафиксировать на фото, но здесь с ним все неплохо
Измерения
Оценка состояния плоскости сопряжения с головкой блока цилиндров.
Проводится с помощью лекальной линейки. Даже если сомнений в состоянии линейки нет — все же после того, как оценено состояние плоскости настоятельно рекомендуется линейку перевернуть другой стороной и повторить оценку. Если найденные дефекты (или их отсутствие) совпадают — можно считать измерение проведенным корректно. Такая перестраховка почти ничего не «стоит» с точки зрения затрат времени, зато позволяет гарантировать точность измерения.
Износ цилиндров
Это измерение проводится с помощью нутромера. Он выставляется по номинальному диаметру цилиндра. В идеальном случае это делается с помощью размерного кольца. На практике же, при огромном количестве принимаемых в ремонт двигателей, вполне может не оказаться размерного кольца именно под конкретный диаметр. В этом случае допустимо выставлять нутромер по микрометру. Для этого на микрометре выставляют необходимый размер и фиксируют, как показано на фото. Далее от микрометра настраивают нутромер:

фото: настройка инструмента при ремонте БЦ
Цилиндры измеряются по двум взаимно перпендикулярным направлениям (параллельно оси коленчатого вала и перпендикулярно оси коленчатого вала. Износ, как правило, более выражен в направлении перпендикулярном оси коленчатого вала, т.к. в этом направлении происходит перекладка поршня. По вертикали максимальный износ обычно приходится на верхнюю часть цилиндра, на ВМТ первого компрессионного кольца.

фото: износ стенок цилиндров
Область максимального износа обозначена красной стрелкой. По итогам этих измерений понятно, в какой размер возможно расточить блок цилиндров — это фактически формирует объем работ по расточке.
Геометрия постели коленчатого вала
Для этой проверки нутромер выставляется по номинальному размеру опоры коленчатого вала, и все опоры последовательно измеряются. Для измерения крышки коренных опор устанавливаются на свои места и затягиваются штатным моментом затяжки.
Важно измерить как износ как вертикальном, так и в горизонтальном направлении. По итогам измерений будет понятно, требуется ли проточка постели коленчатого вала, или они в приемлемом состоянии. В идеальном случае, конечно, желательно проверить и соосность опор, но это уже не так просто. В то же время наработанная практика показывает, что при приемлемом износе опор с соосностью проблем нет, а если износ уже требует расточки — то восстановление соосности автоматически обеспечивается технологией ремонта.